
Description
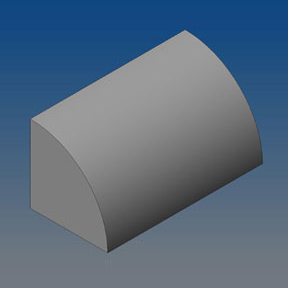
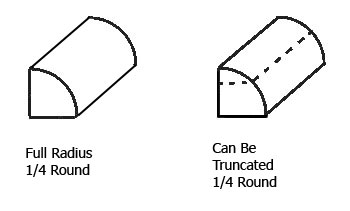
The Quarter Round
A high quality Vee Block is one of the most difficult pieces of kinematic hardware to produce. For this reason, two parallel cylinders have become a popular Ultimate Round for the flat angled facets of a Vee Block. Although very high quality cylinders are easy to produce, it is difficult to rigidly attach them to the Kinematic Platform. Cylinders of large diameter have a high profile, are heavy, and quite expensive By splitting a precision lapped cylinder of rather large diameter into quarters, we produce components that can be rigidly glued into a simple slot or trench machined into the Kinematic Platform.
The Ultimate Quarter Round
The “Ultimate Quarter Round” is the zenith of perfection in kinematic components. When used in combination with grade 2.5 quality tungsten carbide spheres, these components will challenge present capability of error evaluation. When used in a well-designed kinematic system, the error budget will be measured in nanometers and microradians. How is this extraordinary performance achieved? We start with the choice of materials. The stiffness of tungsten carbide, measured in compression, is on the order of one hundred and twelve million pounds per square inch. This is only surpassed by diamond in readily available materials. The hardness of tungsten carbide is 91 HRA or 1500 Vickers.
Abrasion tests rate it at 20 to 30 times hard steel. Now we compound these qualities by producing the material with a particulate grain diameter that is less than one micron. As if this isn’t enough, the material hot isostatic pressed to achieve 100% density, virtually eliminating any porosity. The original cylinders that are used to produce the “Ultimate Quarter Round” are first centerless ground using a diamond wheel. They are then ring lapped to correct any Polylobular condition. Next they are machine lapped with three progressively finer diamond compounds, to achieve a surface quality that is below 0.1 microinches Ra, 2.5 nanometers. The normal mounting technique is to glue the component quarter rounds into a machined trench with a high strength ceramic filled epoxy. If the epoxy glue is objectionable, for vacuum or other reasons, a threaded hole can be provided at the apex of the triangular back mounting surfaces. This mounting method has been well proven in high-end optical applications. Unique Quarter Round components will be custom manufactured to meet any customer requirement. These may include corrosion resistance and special magnetic or electrical properties.